-
Fém fúrószárak
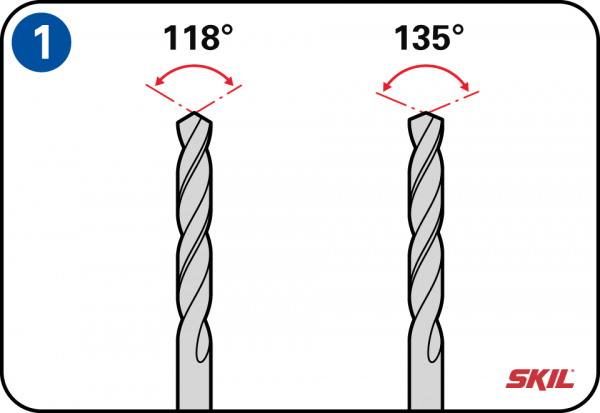
A fém fúrószárak jellemzője a hegyes csúcs, ami ahhoz szükséges, hogy a fúrószár könnyen fúrja a fémet. A fém fúrószárak átmérője egész hosszukban azonos, és csúcsuk szöge 118°. Ezeket a fúrószárakat nagysebességű acél fúrószárnak (High Speed Steel – HSS) is nevezik. A HSS kobalt fém fúrószárak segítségével kemény fémek, például rozsdamentes acél fúrható, és ezek csúcsszöge kissé laposabb, 135°-os, a jó középpontosítás érdekében a fúrás elején. E fúrószárak HSS acélból készülnek 5% kobalttal, és fúrás közben speciális fúróolajjal hűteni kell őket.
-
Forgácsképződés fúrás közben
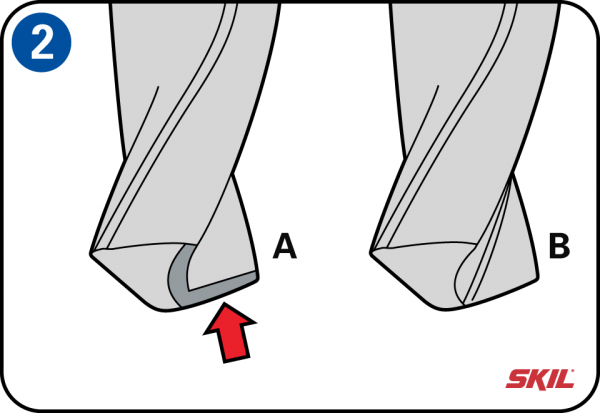
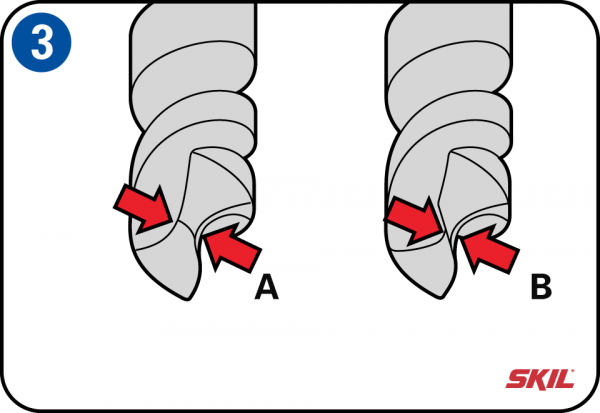
A fém fúrása során nagyobb (puha fémek, pl. sárgaréz) vagy kisebb (kemény fémek, pl. vas vagy acél) forgácsok képződnek. Mindkét fémtípushoz kaphatók speciális fúrószárak. A puha fém fúrószárak vágóélei laposak (A). Ez biztosítja, hogy e fém fúrószárak nem marják a fémet túl könnyen, így azok más puha anyagokban is használhatók, például műanyagban vagy nejlonban. A kemény fém fúrószárak vágóélei élesek (A).
-
Nagy lyukak fúrása
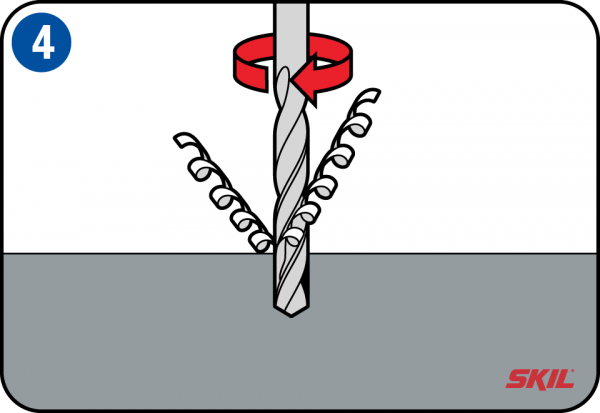
Ha nagy átmérőjű lyukakat fúr fémben, érdemes előfúrni a lyukakat egy kisebb átmérőjű fúrószárral. Ez lehetővé teszi a nagyobb fúrószár hatékonyabb munkáját, és kisebb az esélye annak, hogy az elcsúszik. Ha szükséges, az előfúrást több lépésben is végezheti, fokozatosan növelve az átmérőket.
Az előfúrás során a kisebb fúrószár átmérőjének (B) legalább akkorának kell lennie, mint a nagyobb fúrószár magjának (A). A fúrószár magja a két vágóél közötti legrövidebb távolság. -
Fúrási sebesség
A túl magas fúrási sebesség használata gyakori hiba. Minél keményebb anyagot fúr, annál kisebb fúrási sebességet kell használni. Például, ha egy 8 mm-es lyukat fúr sárgarézbe, akkor állítsa a fúrási sebességet 2500 fordulat/percre. Rozsdamentes acélban, ami sokkal keményebb, a megfelelő fúrási sebesség 800 fordulat/perc. Az egyik jele annak, hogy megfelelő sebességet használ az, hogy szép hosszú forgácsokat kap.
-
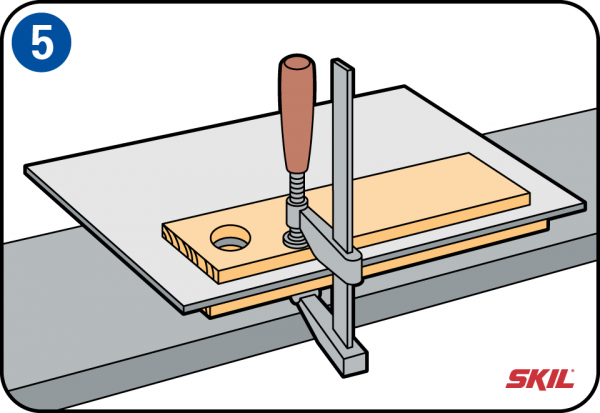
Vékony fémlemezek fúrása
Ha vékony fémlemezt kell fúrnia, soha ne tartsa a lemezt a kezével. Amikor a fúrószár átvágja a fémet és felbukkan a túloldalon, fennáll annak a kockázata, hogy a fémlemez hirtelen hozzárögzül a fúrószárhoz és kirepül a kezéből. Érdemes a fémlemezt erősen két fadarab közé szorítani. Így kisebb a kockázata annak, hogy az veszélyesen elmozdul. Ez a sorjásodást is csökkenti, ami leegyszerűsíti a munkadarab eldolgozását.
-
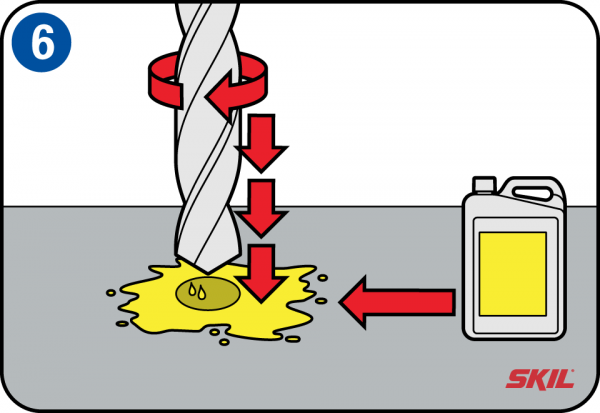
Olajozza meg a fúrószárat
Amikor vasban vagy acélban fúr, érdemes a lehető legkisebb erőkifejtést használni. Hagyja, hogy a fúró végezze a munkát! Használhat fúróolajat a fúrószár kenéséhez és hűtéséhez. Amikor majdnem átfúrta a fémet, ne hagyja a fúrószárat túl gyorsan áthatolni az anyagon. Ezzel minimálisra csökkenti a sorjásodást a fúrószár kilépésekor a fémből.
-
Fúrás fémcsövekben
Ha fémcsövet fúr, ügyeljen a munkadarab szilárd rögzítésére. A legjobb fúróállványt és satut használni. Megelőzheti a csőnek a fúró nyomása következtében fellépő deformálódását, ha megfelelő méretű és formájú fadarabot helyez a cső belsejébe. Érdemes megismételni: hagyja, hogy a fúró végezze a munkát, és ne használjon túl nagy erőt.